Anwendungen
Während einerseits die Erzeugung des Elektronenstrahls im Vakuum erfolgen muß (im sog. Elektronenstrahlgenerator), findet die Anwendung auf ein Werkstück meist* ebenfalls im Vakuum statt (in der sog. Arbeitskammer). Dadurch wird vermieden, dass die Elektronen auf ihrem Wege an Gasmolekülen gestreut werden, wodurch die feine Fokussierung verloren ginge.
Abgesehen davon, schafft das Arbeitsvakuum insbesondere beim Schweißen einen wesentlichen Vorteil dieser Technik: Es schützt die Metallurgie des Schmelzbades besser als jedes Schutzgas.
Die Güte des benötigten Arbeitsvakuums (einige 10-2 mbar bis zu 10-6 mbar) hängt ab von den Anwendungserfordernissen – sei es z. B. der Arbeitsabstand vom Generator bis zum Werkstück oder sei es die chemische Reaktivität des bearbeiteten Werkstoffes.
Aus den oben dargestellten Prinzipien ergibt sich der grundsätzliche Aufbau einer Elektronenstrahl-Bearbeitungsmaschine aus den Hauptbaugruppen Arbeitskammer mit Bewegungssystemen, Vakuumpumpstand, Hochspannungsversorgung, Strahlgenerator und Steuerung (abgesehen von einigen Hilfsbaugruppen).
Es gibt – je nach Randbedingungen – eine große Vielfalt von möglichen (und auch schon realisierten) Maschinenkonfigurationen, auf die hier nicht eingegangen werden soll. Sie können vielmehr Gegenstand der Beratungstätigkeit im konkreten Falle sein. Während es natürlich gewisse Standardtypen von EB-Maschinen gibt, sind die allermeisten kunden- bzw. anwendungsspezifisch ausgeführt, um die maximalen wirtschaftlichen Effekte zu erzielen.
Noch ein Wort zur oben (*) gemachten Einschränkung „meist“: Es gibt auch die Möglichkeit, den fokussierten Elektronenstrahl über Druckstufen aus dem Erzeugervakuum „herauszufädeln“ und an freier Atmosphäre (1.000 mbar) auf ein Werkstück anzuwenden.
Man spricht dann – in heute üblichem „Denglisch“ - vom sog. Nonvacuum-Elektronenstrahlschweißen (NVEBW). Das folgende Bild stellt das Prinzip im Vergleich zum EB-Schweißen im Vakuum dar:
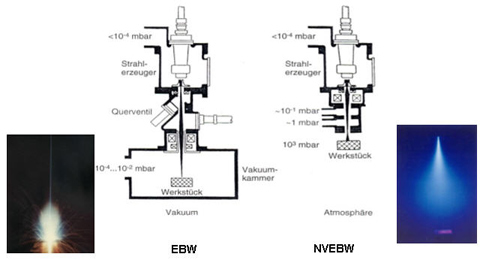
Dadurch wird – insbesondere bei Großbauteilen – vermieden, eine sehr große Arbeitskammer evakuieren zu müssen. Gleichzeitig wirkt aber die Strahlstreuung an den Gaspartikeln, so dass der Strahlquerschnitt verbreitert wird. Dies ist nur insofern von Nachteil, als man mit einer reduzierten Leistungsdichte arbeiten muß, worauf man sich aber einstellen kann. Vorteilhaft ist dabei jedoch die Tatsache, dass mit dem etwas breiteren aber nach wie vor hoch leistungsfähigen Strahl Werkstücktoleranzen gut überbrückt werden können. Und erwiesenermaßen sind die dabei erreichbaren Bearbeitungsgeschwindigkeiten immens.
Beim NVEBW fehlt natürlich der metallurgische Schutz durch das Arbeitsvakuum. Aber über der Schweißstelle bildet sich permanent eine Plasmaglocke aus Metalldampf – und diese erfüllt die Schutzfunktion hervorragend. Anders als bei Laseranwendungen, bei denen diese Plasmafackel wegen der Absorption der Laserlichtenergie ständig (durch Schutzgas) weggeblasen werden muß, ist das Plasma für den Elektronenstrahl praktisch vollständig durchsichtig.
Auch zum NVEBW gibt es die unterschiedlichsten Varianten von Maschinen bzw. Anlagen.