- Home
- Zweck der Beratung
- Der Berater
- Kontakt und Geschäftsbeziehungen
- Hinweise für Anwender
- Allgemein und/oder konkret
- Elektronenstrahl-Materialbearbeitung
- Wirtschaftlichkeitsbetrachtungen zum Elektronenstrahlschweißen
- Literatur
|
|
 |
Strahl-Erzeugung
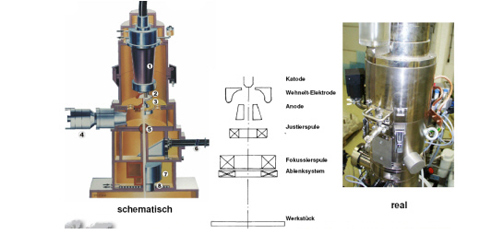
Für die hier angesprochenen Anwendungen werden die benötigten Elektronen aus einer geheizten Katode emittiert, z. B. aus einem stromdurchflossenen Wolframbändchen – grob vergleichbar dem Glühfaden einer Glühlampe. Im letzteren Fall interessiert uns das emittierte Licht, im ersteren die freigesetzte Elektronenwolke. In beiden Fällen aber ist ein gutes Vakuum nötig, damit die Katode nicht „verbrennt“. Die Elektronen werden dann durch eine Hochspannung (zwischen negativer Katode und positiver Anode) von typischerweise 60 – 150 kV beschleunigt, so dass sie eine Geschwindigkeit von bis zu 2/3 der Lichtgeschwindigkeit erreichen. Damit erhalten selbst die winzigen Elektronen eine ungeheure Energie, welche beim Auftreffen auf eine Werkstoffoberfläche (hauptsächlich) in Wärme umgewandelt wird.
 |
| Elektronenstrahl-Generator (60 kV) |
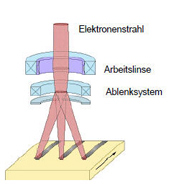
Auf dem Weg von der Katode zum Werkstück wird der Elektronenstrom mittels elektrischer und magnetischer Felder zum Strahl geformt und fokussiert, so dass er – für die Materialbearbeitung - einen Brennfleckdurchmesser von wenigen Zehntelmillimetern erreicht. Damit lassen sich dort Leistungsdichten im Bereich von 107 W/cm² erreichen, oder in anschaulicheren Einheiten: 10 MW/cm². Damit ist der sog. Tiefschweißeffekt möglich, wodurch selbst dicke Querschnitte in einer einzigen Lage zu verbinden sind.
Die Menge der im Strahl transportierten Elektronen (Strahlstromstärke) lässt sich überaus fein einstellen (sogar Bruchteile von Milliampere) durch das Sperrpotential der Steuerelektrode (Wehnelt), die zwischen Katode und Anode angeordnet ist und quasi als elektrisches Ventil wirkt.
Trifft beispielsweise ein mit 150 kV beschleunigter Strahlstrom von nur 250 mA auf ein Werkstück auf, so wird dort eine Leistung von 37,5 kW umgesetzt. Und selbst bei den vielfach angewandten 60 kV enthalten diese 250 mA noch 15 kW Leistung.
Besonders hervorzuheben ist, dass mit dem Elektronenstrahl alle metallischen (leitenden) Werkstoffe bearbeitet werden können. Die Strahlenergie wird zu ca. 95% in (thermische) Wirkung umgesetzt - unabhängig von Oberflächenstruktur und -neigung, und Reflexion (wie beim Laserlicht) spielt absolut keine Rolle. Auch das entstehende Metalldampfplasma absorbiert keine Elektronenenergie.
Wie oben gesagt, wird der Elektronenstrahl durch magnetische Felder fokussiert wie auch abgelenkt. Dank modernster Technik ist dies heute mit so hohen Frequenzen möglich (bis zu 1 MHz), dass man einen (1) Strahl quasi gleichzeitig an mehreren Orten zur Einwirkung bringen – also z. B. mehrere Nähte simultan schweißen – kann. Natürlich ist das nicht wirklich gleichzeitig, aber die Sprungfrequenz ist so hoch, dass der Werkstoff die vorübergehende Abwesenheit des Strahls nicht „bemerkt“.
Solche extremen Lösungen sind für den Laserstrahl mit mechanisch bewegten Ablenkspiegeln natürlich nicht erreichbar.